 Tiếng Việt
Tiếng Việt English
English
Kuper ZFS - Double knifes guilotine


Function KUPER ZFS System Josting
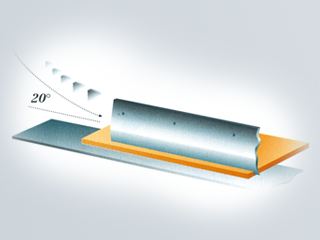
The veneer pack is placed on the machine table and up against the limit stop. The rear cutting line is clearly indicated by a guide light and the front cutting line by an optimization laser. Once the cuttingwidth is entered, the cutting cycle is executed: The table moves intocutting position, the pressure bar clamps the veneer pack in place, and the top and bottom knife cut the pack ready for jointing. When the cutting cycle is completed, the table returns to the alignment position. Veneer strips are cut only with the top knife in incremental mode.
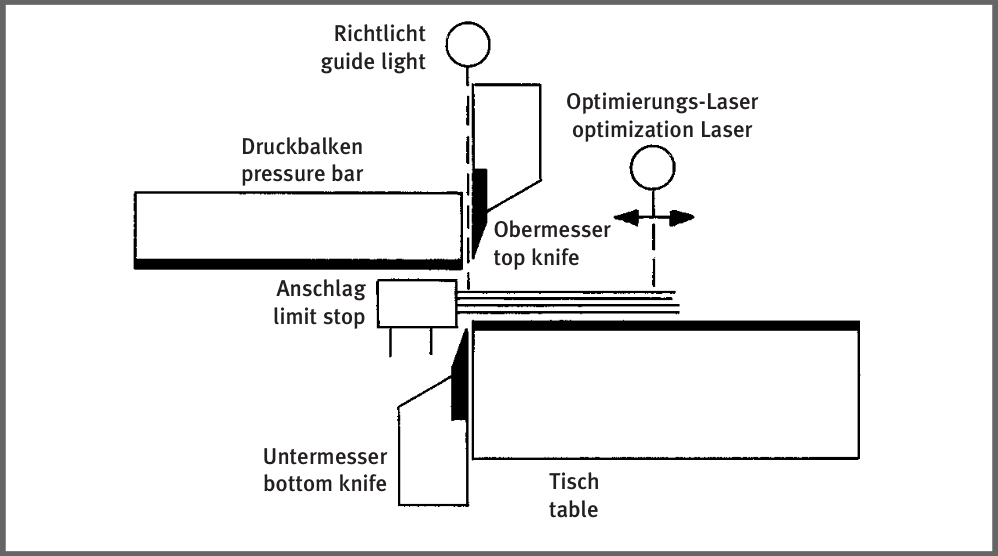
The machine table with the bottom knife can be adjusted for various width dimensions by means of a high-speed positioning drive. First the pressure bar clamps the veneerpack, then the top knife cuts downwards towards the table and the bottom knife upwards towards the pressure bar.
| Insertion height | 80 mm |
| Cutting range | 20 – 470 mm*, ZFS 1600: 45 – 400 mm |
| Pressure bar | 3 hydraulic cylinders, 2 pressure stages |
| Top knife | brake motor, gearing, crank drive |
| Bottom knife | 1 hydraulic cylinder |
| Operating voltage standard | 400 V, 3 Ph, 50 cycl. or special voltage |
| Total connected load | approx. 12 kVA |
| ZFS 1600 | 1610 mm |
| ZFS 2800 | 2810 mm |
| ZFS 3200 | 3210 mm |
| ZFS 3800 | 3810 mm |
| ZFS 4200 | 4210 mm |
Related Product



- 175 Hoa Lan Str., Ward 2, Phu Nhuan Dist. Hochiminh City. Vn
- (+84) 8 3517 3407
- (+84) 8 3517 3407
- Vetta@vetta.com.vn
- View map
- 42/17 DT743, Binh Phuoc B, Binh Chuan, Thuan An,Binh Duong
- (84.650) 3712 771
- (84.650) 3712 768
- binhduong@vetta.com.vn
- View map

Giấy phép kinh doanh số: 0301449825 cấp ngày 15/10/1992 bởi Sở Kế hoạch và Đầu Tư TP.Hồ Chí Minh.

